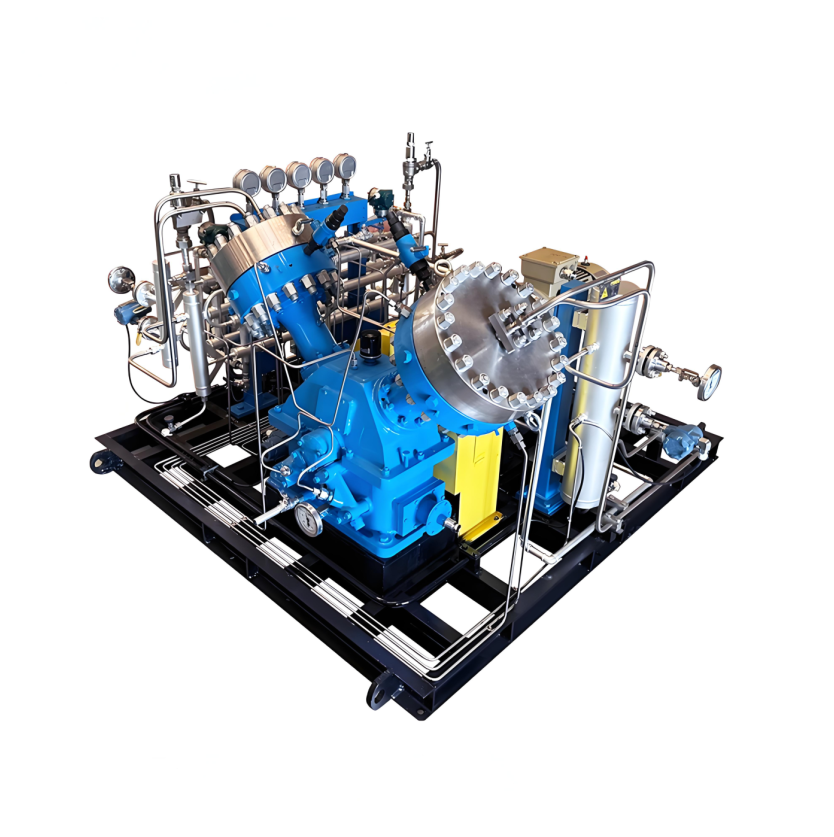
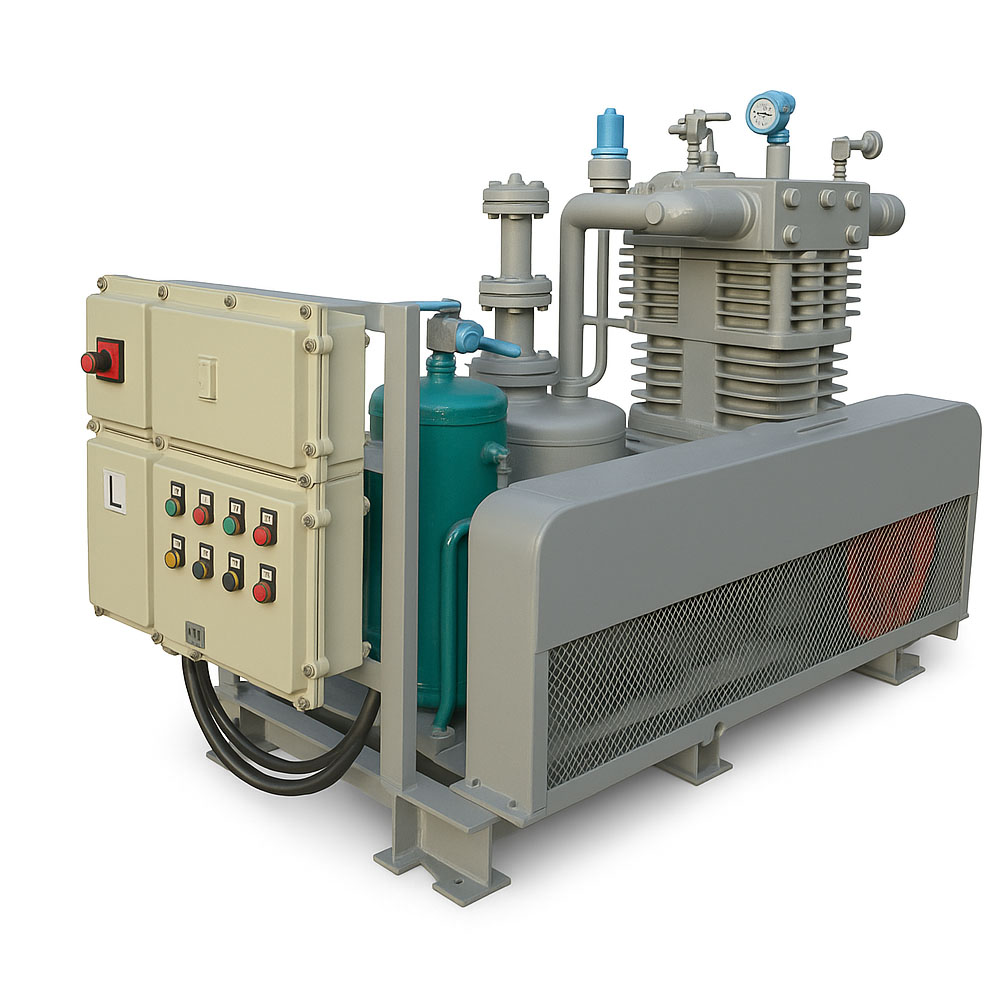
CO Reciprocating Compressor
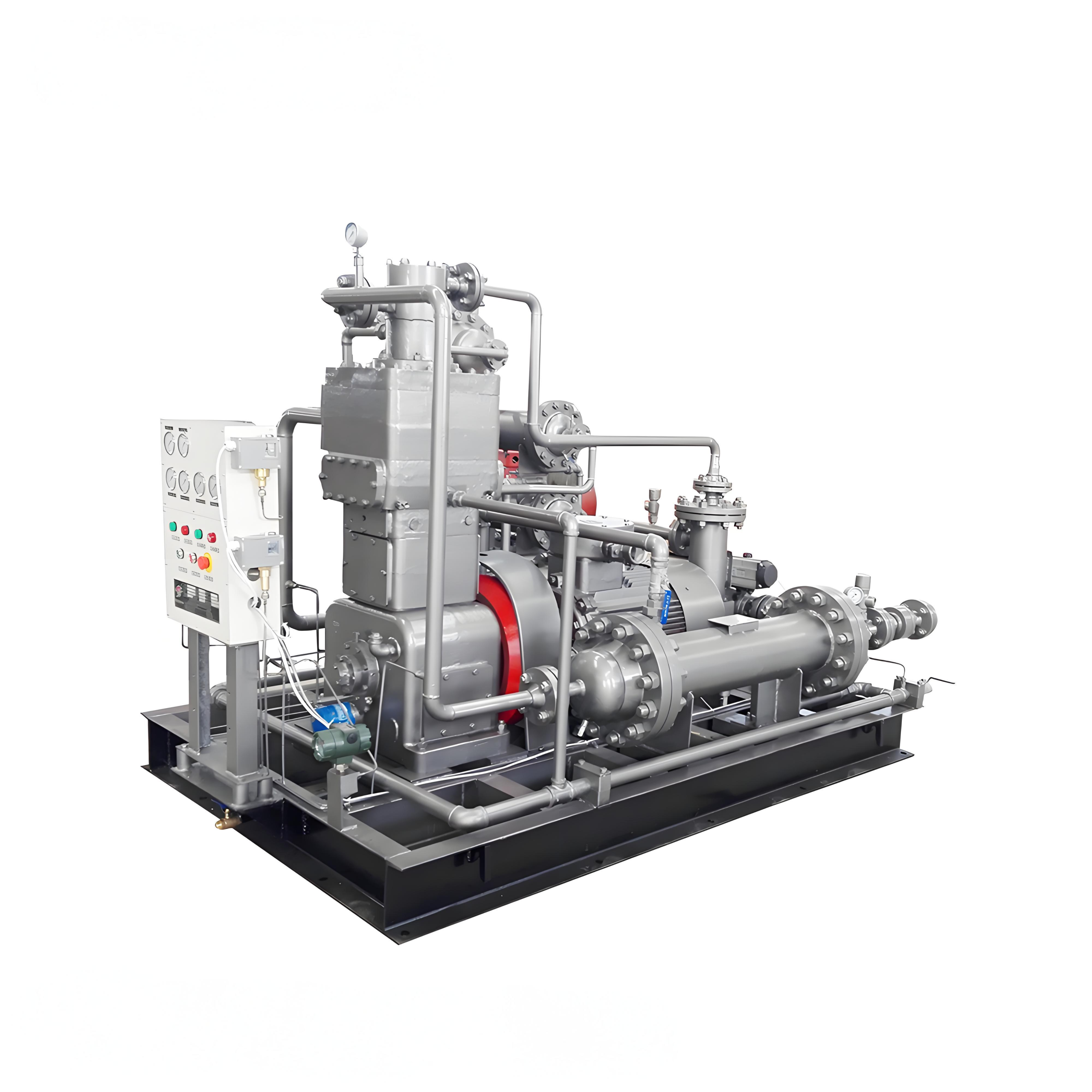
CO Reciprocating Compressor
- Inlet Pressure: 0.1 – 4 MPa
- Discharge Pressure: Up to 25 MPa
- Flow Rate: 60 – 17,000 Nm³/h
- Power Range: 18.5 kW – 350 kW
- Crankshaft Speed: 350 – 420 rpm
- Noise Level: <80 dB
- Voltage/Frequency: 220V–415V, 50/60Hz (customized)
- Cooling Method: Air-cooled / Water-cooled
- Installation Type: Stationary / Mobile / Skid-mounted
Get Free Quote
Core Features
- Wide Pressure Capability:Supports single-stage and multi-stage configurations with discharge pressures up to 25 MPa or higher, suitable for CO₂, H₂, CH₄, and process gases.
- Custom Engineering:Available in horizontal or vertical arrangements, with options for air-cooled or water-cooled systems, depending on installation environment and process requirements.
- Superior Sealing Technology:Advanced sealing systems minimize gas leakage, reduce emissions, and extend service intervals—ideal for CO₂ and other volatile gases.
- High Reliability:Designed with robust frames and low-speed crankshafts to reduce wear and extend service life even under continuous operation.
- Flexible Control Systems:Supports modern automation with PLC/HMI interfaces, real-time temperature and pressure monitoring, and compatibility with variable frequency drives (VFDs).
Advantages of the CO Reciprocating Compressor
- High Efficiency:Optimized piston and cylinder design reduces energy loss and improves isothermal efficiency.
- Low Maintenance Costs:Easy-to-replace valve assemblies, wear parts, and modular construction reduce downtime and service effort.
- Versatile Gas Handling:Capable of compressing inert, flammable, corrosive, or reactive gases with proper material selection.
- Emission Compliance:Meets strict environmental regulations by integrating oil-free designs or minimal leakage sealing packages.
- Compact Skid-Mount Option:Available as skid-mounted units for simplified installation and on-site commissioning.
Application Scenarios
- CO₂ gas compression for sequestration, beverage carbonation, or dry ice production
- Natural gas pipeline booster or CNG station compressor
- Hydrogen fuel compression and storage systems
- Ammonia and urea production plants
- Industrial air separation and synthetic gas processing
Why Choose Our CO Reciprocating Compressor?
Whether you’re operating a gas recovery system, a chemical production plant, or a hydrogen refueling station, the C0 reciprocating compressor provides the efficiency, flexibility, and safety you need. Engineered for long-term operation in challenging environments, this compressor offers excellent performance, minimal emissions, and tailored configurations to fit your process perfectly.